TimTaiLieu.vn - Tài liệu, ebook, giáo trình, đồ án, luận văn
Tổng hợp tất cả tài liệu, ebook, giáo trình Kỹ Thuật - Công Nghệ chọn lọc và hay nhất.

 Bài giảng Hàn điện xỉ
Bài giảng Hàn điện xỉHàn điện xỉ là quá trình hàn nóng chảy trong đó nhiệt lượng sinh ra do dòng điện chạy qua thuốc hàn bị nóng chảy ( gọi là bể xỉ hàn nóng chảy ) trong rãnh hàn nằm giữa hai bề mặt hàn. Rãnh hàn được điền đầy bằng kim loại mối hàn từ dưới nên trên do kim loại nóng chảy được đưa vào thông qua điện cực nóng chảy ( điện cực dạng dây hàn, dạng tấm hoặc d...
 97 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 3890 | Lượt tải: 2
97 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 3890 | Lượt tải: 2 Giáo trình Cơ sở thiết kế máy và chi tiết máy
Giáo trình Cơ sở thiết kế máy và chi tiết máy(Bản scan) Để đáp ứng yêu cầu về giảng dạy và đào tạo tại Trường Đại học Kỹ thuật Công nghiệp Thái Nguyên, Bộ môn Nguyên lý chi tiết máy Khoa Cơ khí tiến hành biên soạn tập giáo trình "Cơ sở thiết kế máy và chi tiết máy". Đây chính là tên gọi mới, ứng với những thay đổi về nội dung và yêu cầu của nó so với giáo trình "Chi tiết máy" quen thuộc trướ...
 173 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 9111 | Lượt tải: 1
173 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 9111 | Lượt tải: 1 Câu hỏi đồ án chi tiết máy
Câu hỏi đồ án chi tiết máyCần đảm bảo 3 điều kiện : Khối lượng nhỏ nhất : do kích thước của hộp giảm tốc phụ thuộc vào khoảng cách trục (aw) và chiều rộng răng. Đảm bảo điều kiện bôi trơn là tốt nhất : để bôi trơn các chỗ ăn khớp của các bánh răng, người ta tính toán để các bánh lớn được nhúng vào dầu trong hộp.Nếu phân phối TST không hợp lý sẽ dẫn đến bánh lớn cấp ch...
13 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 6844 | Lượt tải: 2 Bài giảng Thủy lực - Huỳnh Công Hoài
Bài giảng Thủy lực - Huỳnh Công Hoài(Bản scan) Dòng chảy đều - Dòng không đều Dòng chảy đều có áp - Dòng chảy đều không áp (kênh hở) Điều kiện cần để có dòng chảy đều Hình dạng mặt cắt ướt không đổi (kênh lăng trụ)
57 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 3354 | Lượt tải: 2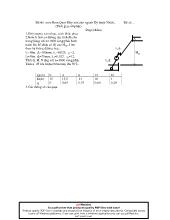 Đề thi bơm quạt máy nén
Đề thi bơm quạt máy nén(Bản scan) 1. Hiện tượng xâm thực, cách khắc phục 2. Bơm li tâm có dường đặc tính đã cho trong bảng với n=1600 vòng/phút bơm nước lên bể chứa có độ cao Hdh=11m theo hệ thống đường ống
55 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 2426 | Lượt tải: 1 Bài giảng chương 7: Các loại quạt
Bài giảng chương 7: Các loại quạtLý thuyết của quạt li tâm và quạt hướng trục không khác gì với bơm li tâm và bơm hướng trục ,chỉ khác ở đặc tính đường ống.Đường tổn thất áp lực ở quạt bắt đầu từ gốc toạ độ vì chiều cao địa lý với quạt bỏ qua do khối lượng riêng của không khí ( kg/m3) rất nhỏ so với của nước ( = 1000 kg/m3). Phân loại quạt theo áp suất làm việc và theo số vòng qu...
22 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 3153 | Lượt tải: 3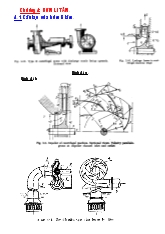 Bài giảng Bơm li tâm
Bài giảng Bơm li tâm1.Bánh công tác 2.Trục kéo bơm. 3.Dẫn hướng vào bơm. 4.Bộ phận dẫn hướng ra khỏi bơm. 5.Ong hút. 6.Ong đẩy. Trước khi khởi động phải đổ nước đầy vào thân bơm phủ đầy bánh công tác và ống hút phải điền đầt chất lỏng gọi là mồi bơm.Vỏ bơm Hình 4.1.c
36 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 2642 | Lượt tải: 1 Bài giảng Máy nén
Bài giảng Máy nén1.Theo nguyên lý làm việc phân loại ra: -Máy nén theo nguyên lý thể tích. -Máy nén theo nguyên lý li tâm. -Máy nén theo nguyên lý cánh nâng và một số loại khác. a.Máy nén làm việc theo nguyên lý thể tích:Gồm có các loại: -Máy nén píttông -Máy nén cánh gạt -Máy nén kiểu Root -Máy nén kiểu trục vít.
 41 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 2953 | Lượt tải: 1
41 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 2953 | Lượt tải: 1 Bài giảng Các loại quạt
Bài giảng Các loại quạtNgười ta chỉ chế tạo quạt li tâm và quạt hướng trục. Lý thuyết của quạt li tâm và quạt hướng trục không khác gì với bơm li tâm và bơm hướng trục ,chỉ khác ở đặc tính đường ống.Đường tổn thất áp lực ở quạt bắt đầu từ gốc toạ độ vì chiều cao địa lý với quạt bỏ qua do khối lượng riêng của không khí ( kg/m3) rất nhỏ so với của nước ( = 1000 kg/m3). P...
27 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 3037 | Lượt tải: 1 Giáo trình Đo lường nhiệt
Giáo trình Đo lường nhiệt(Bản scan) Trong quá trình đấu tranh với thiên nhiên, con người cần phải nghiên cứu các qui luật của sự vật khách quan, vì vậy phải tìm hiểu quan hệ giữa lượng và chất của sự vật cho nên không thể tách rời khỏi đo lường.
148 trang | Chia sẻ: haohao89 | Ngày: 13/07/2013 | Lượt xem: 2371 | Lượt tải: 3

